
How to setup a welding application
How to set your robot up for a functioning welding application
Examples are valid for: All CB3 Universal Robots
This document states some good practices when installing a Universal Robot for a welding application on the factory floor or elsewhere. Even if there is no other large machinery nearby, the welding torch and attached machine are enough to guarantee that the robot will be exposed to electromagnetic interference, this is often seen as communication problems, or lost packages on the robot side.
- The welding equipment produces quite a bit of EMI but this can also come from other equipment in near proximity, such as motors starting and stopping.
- EMI can also be conducted to the robot through the power cord from all other equipment connected to the same power installation.
- As many precautions as possible must be taken when implementing a Universal Robot into a welding application
Overall concept:
Design and installation must mitigate EMI to prevent degraded performance or cause harm to the robot, as well as limit spread of interference to nearby equipment or facilities. Electromagnetic compatibility (EMC) is an overall approach for addressing these issues in electrical equipment.
Additional purchases before setting up the robot and it's application environment:
- Line isolator- How the robot is being powered can be a major issue for EMI and communication problems, this device will make sure that the input power isn't causing those types of issues to the robot. This is achieved by completely isolating the robot from line noise, it will also protect the robot from surges and spikes caused by utility power disruptions and the operation of nearby equipment on the same circuit.
Suitable option: https://www.tripplite.com/isolator-series-120v-1000w-isolation-transformer-based-power-conditioner-4-outlets~IS1000/
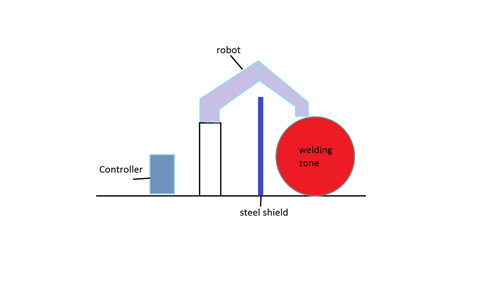
- Mu-Metal or steel shield between as much of the robot as possible and the welding zone:
-Mu-metal is a nickel–iron soft magnetic alloy with very high permeability, which is used for shielding sensitive electronic equipment against static or low-frequency magnetic fields.
- Universal Robots EMC drill jig kit part number: 185340- This modification will optimize ohmic connection between elbow and lower arm, lower arm and wrist 1 and internally on the tool mounting bracket therefore ensuring a better ground connection and limiting EMI effects. Please refer to the document named "Guide for use of drill jig - EMC Document no: 99882" on our support site for details on how to make this modification to your UR arm.
NOTE: ONLY APPLICABLE FOR ROBOTS MANUFACTURED BEFORE APRIL 2016
Other recommendations:
- Provide a means for grounding your tool- Instead of using the robot arm itself to ground the welding torch, run a separate ground wire from the torch, externally down the arm, and directly connect it to your grounding point (off the robot).
- Follow instructions/recommendations from another document located on our support site called "External noise reduction - 19744". This will provide information on reducing external noise for a robot located in a electrically noisy area.
- Implement ferrites:
Ferrites can be used to reduce the interference's from entering the system. If there are problems with the robot communication or devices connected through USB or Ethernet, this could be a sign that the robot is exposed to EMI, either conducted through the power outlet or radiated from other wires close to the power or robot cable.
Adding a ferrite to these points can relieve the problems.
- A ferrite placed near the controller box on the power cable will block most of the interference's coming from the power outlet.
- A ferrite placed on the robot cable near the Control Box will block the noise conducted to the robot cable from entering the controller.
- A ferrite placed on the robot cable near the robot will block the noise conducted to the robot cable from entering the robot.
- A ferrite at all input/output cables close to the Control Box
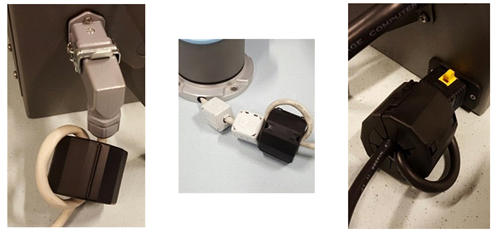
It is recommended to use the ferrite from Laird-Signal Integrity Products (Part number 28A5131-0A2) with an impedance of 425 Ohm (Digi-Key Part Number 240-2199-ND) placed at the mentioned spots, with the cable going through the ferrite 2 times.
*Very high signal levels or excessive exposure can damage the robot permanently. EMC problems are found to happen usually in welding processes and are normally prompted by error messages in the log. Universal Robots cannot be held responsible for any damages caused by EMC problems.
Protecting the arm from accidental welding material:
Our robot arm’s IP ratings are IP54 for the UR5 and UR10 models and IP64 for the UR3, which correlates to the arms being decently protected against solid objects entering and protected against splash water from any direction. The risk of hot welding material entering the arm, damaging the rubber seals between each joint, and the plastic lids are all possible during a welding application. To protect from this an option is to purchase a sleeve or suit for the arm which will block unwanted debris from effecting the arm, multiple third party companies offer such products for our robots specifically.
Roboworld is a company that offers multiple options for welding applications along with many other application environment solutions, an example is the “ISOTHERM® WELD SPLATTER UR5 ROBOSUIT®” which would protect the arm from low-inertia weld splatter and heavy spark applications, also maintains a safe operating temperature in 500F, and Short-term exposure to 700F. PN: ROBO-UR5-ISO
Example Applications:
This section will cover the general overview of how others have successfully implemented the Universal Robot in a welding application. Please note these are not necessarily the best/simplest methods to go about a welding application with the UR, simply what have been done before with success.
Ethernet communication:
Communication with the source:
The robot does not communicate with the source directly, there is a PLC mediating this communication. Some outputs and register entries were created in Modbus for communicating with the PLC, informing what the robot will weld, and when.
Example:
Output_1: ‘TRIGGER’ - Commands when the arc of the welding source should be started / stopped. Values are either 0 or 1.
Output_2: ‘WELD_ID’ - Informs which section of the part to be welded. Values are 0, 1, 2, 3 ... however many are needed.
Input_1: ‘ARC_DETECT’ - PLC informs the robot when the welding arc has started / extinguished.
The welding parameter information is in a table on the PLC side, which on receiving the information of WELD_ID loads the welding parameters to the source and awaits the command of the TRIGGER. To continue the welding movement, the robot waits for the ARC_DETECT information, as soon as it is received, it initiates the movement that will form the weld bead.
The down side to this type of application implementation is that currently it does not use any tracking or search system. Which requires the company utilizing this welding method to invest time and resources in devices to try and ensure the correct positioning of the part to be welded, and in some cases this attempt is unsuccessful. Ideally this setup would have some system that is integrated with the Universal Robot to simplify and improve the application.
Devicenet Communication:
Robot type: CB3 UR5 Universal Robot
Welding device: Lincoln Electric Power Wave® S500 Advanced Process Welder
Communication: Devicenet (digital, multi-drop network that connects and serves as a communication network between industrial controllers and I/O devices)
Industrial PC: Beckhoff
Wire feeder: Power Feed® 46; K14109-1
Welding torch: Binzel
The Beckhoff PC controls everything in this system, functioning as a client in relation to the robot and other externally connected devices.
The robot goes though it’s programmed movements and upon reaching the welding location it will send a signal to the Beckhoff PC, when this signal is received it relays to the power wave welder telling it to start the weld. The PC also calls on the welding machine (Lincoln Powerwave) for all other needed information such as tension/trim, wire speed, weld mode (file inside welding machine that sets configurations for welding, eg.: current, gas enabling, etc.). This is all accomplished by choosing which I/O to select on ModBus.